Depuis 1971, Vibra Finish offre aux entreprises canadiennes la gamme la plus diversifiée de services et de compétences en matière de finition. L'un des principaux atouts de l'entreprise est sa collection inégalée de machines de finition. Notre site de l'Ontario est équipé de machines capables de traiter n'importe quelle tâche de finition de masse demandée par un client. L'équipe de Vibra Finish n'utilise pas seulement cette gamme d'équipements pour ses propres services ; l'entreprise vend également des machines de finition neuves et d'occasion pour l'usage privé de ses clients.
Plus de 150 unités
Pour répondre aux besoins de ses clients, Vibra Finish dispose de quatre usines qui assurent la finition de la production tous les jours, avec plus de 150 machines. Les services proposés sont l'ébavurage, le brunissage, le grenaillage, le vibro-grenaillage, le polissage, le dérouillage, le nettoyage, le séchage et la protection anticorrosion. La diversité des machines de finition de l'entreprise lui permet également d'offrir des services de vibrage, de culbutage, de finition centrifuge, de lavage, de sablage, d'emballage et d'assemblage.
L'équipe de Vibra Finish utilise les cinq types d'équipements suivants :
Bols vibrants. Différents styles de bols vibrants conviennent à diverses applications. Les bols discontinus produisent des cycles plus courts avec une rotation plus rapide, tandis que les bols à circulation créent une action uniforme dans la machine avec des temps d'arrêt maximaux. Les bols à fond plat offrent une efficacité vibratoire supérieure et une meilleure ergonomie pour optimiser la productivité.
Sécheurs vibrants. Le sécheur d'épis de maïs de l'entreprise transfère la chaleur directement à l'aide d'éléments chauffants électriques efficaces, avec un régulateur de température qui fournit de la chaleur lorsque cela est nécessaire. Bien qu'ils soient conçus comme des machines autonomes, les sécheurs vibrants peuvent être connectés à des équipements d'ébavurage ou de brunissage vibrants.
Bacs vibrants. Vibra Finish utilise généralement des bacs longs et bas pour les pièces longues et étroites ; certains sont dotés de compartiments qui empêchent les pièces d'entrer en contact les unes avec les autres. Les utilisateurs peuvent traiter des pièces plus grandes dans des bacs plus profonds. Les bacs vibrants sont également utiles pour le culbutage pièce par pièce.
Finisseurs centrifuges. Elles sont recommandées pour les petites pièces plates qui peuvent coller les unes aux autres. Les finisseurs centrifuges ont une intensité de traitement jusqu'à 20 fois supérieure à celle des procédés de finition vibratoire standard.
Matériel de manutention. Ce groupe comprend les bennes basculantes, les convoyeurs (certains avec soufflage d'air chaud), les systèmes d'entraînement des cuves d'immersion pour l'élimination de la rouille et les trémies de chargement, tous utilisés pour étendre et automatiser le système de finition.
Le guide ultime du microbillage de verre : Techniques, avantages et meilleures pratiques
Chez Vibra Finish Ltd.Nous sommes fiers d'offrir des solutions de finition de surface de haute qualité, et nous sommes fiers d'offrir des solutions de finition de surface de haute qualité. sablage de billes de verre est l'une des techniques les plus efficaces pour obtenir des surfaces lisses, propres et visuellement attrayantes. Ce guide propose un examen approfondi du décapage aux billes de verre, de son processus à ses nombreuses applications, ses avantages et ses meilleures pratiques.
Qu'est-ce que le sablage de billes de verre ?
Définition et vue d'ensemble
Le grenaillage de billes de verre est un procédé de finition de surface non abrasif dans lequel des billes de verre sphériques sont projetées dans l'air. perles de verre sont projetés à haute pression sur une surface. Cette technique est couramment utilisée pour nettoyer, polir et préparer les surfaces sans endommager le matériau sous-jacent. Contrairement à d'autres méthodes abrasives, sablage de billes de verre laisse un fini lisse et uniforme, ce qui le rend idéal pour les industries où l'esthétique et l'intégrité de la surface sont essentielles.
Cette méthode est largement utilisée dans des secteurs tels que automobile, aérospatialeet fabrication généraleoù il joue un rôle crucial dans l'élimination des contaminants tels que la rouille, les vieilles peintures et les débris, tout en veillant à ce que le matériau de base ne soit pas endommagé.
Histoire et évolution du microbillage de verre
Le sablage aux billes de verre a parcouru un long chemin depuis son introduction. Les premières méthodes de sablage étaient très abrasives, ce qui entraînait souvent des dommages matériels. Cependant, le développement des support de perles de verre offrait une solution moins agressive mais tout aussi efficace. Au fil du temps, les progrès réalisés en matière d'équipement, tels que les cabines de sablage et les buses modernes, ont permis d'améliorer l'efficacité du sablage. sablage de verre plus précis et plus efficace, ce qui lui permet d'être utilisé dans des industries plus délicates et de haute précision comme l'aérospatiale et la fabrication médicale.
Comment fonctionne le sablage de billes de verre
Le processus de dynamitage en détail
Le sablage de billes de verre comporte plusieurs étapes clés :
La surface à traiter est nettoyée et préparée.
Les billes de verre destinées au sablage sont chargées dans une machine de sablage.
L'air comprimé propulse les billes à travers une buse, dirigée vers la surface cible.
Les billes frappent la surface, éliminant délicatement les impuretés sans modifier les dimensions du matériau.
Les éléments clés de ce processus sont le choix de la taille des billes, la pression de l'air et le maintien d'une distance de sablage constante pour garantir une finition homogène.
Équipement et outils pour le microbillage de verre
Réussite sablage de billes de verre nécessite un équipement spécialisé, notamment
Cabines de sablage pour contenir les médias.
Buses de différentes tailles pour différentes applications.
Compresseurs d'air pour générer la haute pression nécessaire au dynamitage.
L'entretien de l'équipement est essentiel pour obtenir les meilleurs résultats, car des buses usées ou une pression d'air irrégulière peuvent affecter la qualité de la finition. Choisir les bons outils et les entretenir régulièrement permet d'obtenir une efficacité et des performances maximales.
Avantages du microbillage de verre
Finition de la surface et améliorations esthétiques
Le grenaillage de billes de verre est très apprécié pour sa capacité à créer des finitions lisses, satinées ou mates. C'est particulièrement important pour les applications où l'apparence et la texture sont importantes, comme les pièces automobiles ou les métaux décoratifs. Il améliore non seulement l'aspect du matériau, mais aussi sa capacité à adhérer à des revêtements, des peintures ou des adhésifs.
Solution non abrasive et respectueuse de l'environnement
L'un des principaux avantages de la sablage de billes de verre est qu'il s'agit d'un non abrasif ce qui le rend sûr pour des surfaces telles que l'aluminium et l'acier inoxydable, où la préservation de l'intégrité du matériau est essentielle. En outre, support de perles de verre est respectueux de l'environnement. Les billes sont fabriquées à partir de verre recyclé et peuvent être réutilisées plusieurs fois, ce qui en fait une option durable par rapport à d'autres matériaux de sablage.
Applications courantes du microbillage de verre
Industrie automobile
Dans le monde de l'automobile, microbillage est couramment utilisé pour restaurer des pièces de voitures anciennes, nettoyage Ce procédé permet d'obtenir une surface lisse et exempte de rouille sans endommager le métal, ce qui est idéal pour les projets de restauration automobile sensibles. Ce procédé permet d'obtenir une surface lisse et exempte de rouille sans endommager le métal, ce qui le rend idéal pour les projets de restauration automobile délicats.
Industrie aérospatiale
Dans l'industrie aérospatiale, sablage de billes de verre est utilisé pour nettoyer et préparer les pièces, en veillant à ce qu'elles soient exemptes de débris et prêtes pour l'assemblage ou le revêtement. Cette technique est appréciée pour sa précision et son absence de dommages, ce qui est essentiel dans les applications aérospatiales où l'intégrité des matériaux est primordiale.
Fabrication générale et entretien
De la fabrication des métaux à la entretien des machines, sablage de billes de verre est largement utilisée pour nettoyer, ébavurer et préparer les surfaces en vue d'un traitement ultérieur. Cette technique est efficace pour éliminer les contaminants tels que la calamine et la rouille tout en préservant les propriétés de la surface du matériau.
Le sablage aux billes de verre par rapport aux autres méthodes de sablage
Décapage aux billes de verre vs. sablage
Par rapport à la méthode traditionnelle sablage, sablage de billes de verre est moins agressif, offrant une option plus douce pour les surfaces délicates. Sablage peut user le matériau au fil du temps, ce qui le rend inadapté aux projets pour lesquels le maintien de l'intégrité de la surface est important. Sablage de verre est souvent préféré pour les travaux nécessitant à la fois un nettoyage et une préservation.
Supports de sablage aux billes de verre : Choisir le bon type
Comment choisir les meilleures perles de verre pour votre projet
Choisir le bon type de support de perles de verre dépend de l'application. Des facteurs tels que la taille des billes, la dureté et la finition souhaitée jouent tous un rôle dans le choix du support approprié. Les grosses billes donnent une finition plus agressive, tandis que les petites billes donnent une surface plus lisse.
Avantages et inconvénients du microbillage de verre
Principaux avantages
Non abrasif: Préserve l'intégrité de la surface.
Réutilisable: Rentabilité et respect de l'environnement.
Inconvénients et limites
Tandis que perles de verre est efficace, il n'est pas forcément la meilleure option pour tous les projets. Par exemple, il n'est pas aussi efficace pour enlever les revêtements épais ou les matériaux fortement rouillés que les médias plus abrasifs.
Considérations de sécurité pour le décapage des billes de verre
Équipement de protection et procédures de sécurité
Les opérateurs doivent toujours utiliser des équipements de protection appropriés, tels que des gants, des masques et des lunettes de protection, afin d'éviter toute blessure pendant l'opération. sablage de verre processus. Une ventilation adéquate est également nécessaire pour éviter l'inhalation de poussières ou de particules.
Impacts sur l'environnement et la santé
Sablage de billes de verre est relativement sûr et respectueux de l'environnement, mais il est important d'éliminer correctement les matériaux usagés afin de minimiser l'impact sur l'environnement. L'utilisation de billes recyclées et la minimisation des émissions de poussières sont des étapes clés d'une opération de sablage respectueuse de l'environnement.
Conclusion
Le décapage aux billes de verre est une solution polyvalente, sûre et écologique pour la préparation, le nettoyage et le polissage des surfaces dans un large éventail d'industries. Sa capacité à produire des finitions lisses sans endommager les matériaux en fait l'option de choix pour de nombreuses applications de précision.
Questions fréquemment posées
Le microbillage peut-il être utilisé sur tous les métaux ?
Oui, le sablage aux billes de verre convient à la plupart des métaux, y compris l'aluminium, l'acier et l'acier inoxydable.
Quelle est la différence entre le sablage aux billes de verre et le sablage à la soude ?
Le sablage aux billes de verre est plus polyvalent et plus efficace pour un plus grand nombre d'applications, tandis que le sablage à la soude est plus doux et souvent utilisé pour des surfaces plus douces.
Le décapage aux billes de verre peut-il enlever la rouille et la peinture ?
Oui, le décapage aux billes de verre permet d'éliminer efficacement la rouille, la peinture et la calamine sans endommager le matériau de base. Pour plus d'informations sur le grenaillage de billes de verre sablage de billes de verre services, contact Vibra Finish Ltd. aujourd'hui !
Kumar Balan étudie l'efficacité du grenaillage vibratoire, sa viabilité financière et sa portée commerciale. Son article couvre tous ces aspects grâce aux données fournies par Vibra Finish.
Dans le numéro d'hiver 2018 de The Shot Peener, nous avons abordé deux techniques de grenaillage non conventionnelles ; l'une d'entre elles était le grenaillage vibratoire. Outre l'état de surface supérieur, nous avons appris que la couche de compression était plus profonde avec le grenaillage vibratoire par rapport au grenaillage conventionnel. Le processus lui-même était très différent du grenaillage conventionnel en termes de durée de vie du support, de production de poussière et de coûts des services publics. Nous en avons conclu que cette technique de génération de contraintes de compression résiduelles méritait d'être explorée plus avant. Les résultats sont discutés ici.
Vibra Finish, une société basée à Mississauga, Ontario (Canada), a mené de nombreuses études pour valider les faits établis et définir clairement les limites de ce procédé de grenaillage. Elle a tenté d'identifier les composants, tant industriels que domestiques, qui exigent et peuvent bénéficier d'une combinaison de résistance à la fatigue et d'une finition de surface supérieure, le tout en une seule étape.
Lors de l'examen d'un nouveau procédé, en particulier d'un procédé qui simule une technique établie mais avec des améliorations notables, le scepticisme est courant. Les doutes portent notamment sur l'efficacité technique du procédé, sa viabilité financière et sa portée potentielle sur le marché. Notre discussion couvrira tous ces aspects grâce aux données fournies par Vibra Finish. Étant donné que Vibra Finish utilise également des machines de grenaillage de précontrainte conventionnelles, notre discussion est enrichie par la comparaison des deux techniques sous des variables de processus identiques.
Contexte
La finition vibratoire est un processus primaire à part entière et parfois un processus supplémentaire utilisé pour polir une surface grenaillée. En tant qu'opération secondaire, elle permet d'éliminer la rugosité de la surface créée lors du grenaillage. Une rugosité de surface supérieure à une certaine valeur dépendant de l'application peut avoir un effet néfaste sur la durée de vie en fatigue du composant. Comme nous le savons, la plupart des spécifications limitent l'enlèvement de matière lors de la finition après le grenaillage à 10% de la valeur d'intensité "A". La finition vibratoire peut être contrôlée pour rester bien en deçà de cette tolérance. La finition vibratoire est également utilisée pour l'ébavurage, le brunissage, le décalaminage et est idéale pour la finition des pièces avant la peinture, le placage, le traitement thermique, l'anodisation ou simplement pour obtenir une excellente finition finale.
La finition vibratoire est considérée comme un processus de "finition de masse" et, lorsqu'elle est bien conçue, elle permet d'obtenir un lot de pièces traitées de manière uniforme et cohérente. Le processus ne dépend pas des compétences de l'opérateur, contrairement à d'autres techniques telles que le polissage, le limage, la courroie, etc. Au lieu de cela, un lot de pièces est chargé en vrac dans un bac ou acheminé en continu vers une machine vibrante pour un fonctionnement en ligne. Le bac est rempli de produits de finition et de composés appropriés qui, une fois combinés, agissent comme des milliers de petites surfaces de limage qui frottent les pièces. Le composé facilite l'action de nettoyage et de finition du support (généralement en céramique). Le choix du composé dépend du matériau à traiter, de la finition de surface souhaitée et des exigences propres à l'application et au processus. Les additifs contenus dans le composé peuvent avoir d'autres fonctions telles que le nettoyage alcalin, le brunissage acide, le lavage et l'inhibition de la rouille.
Comme tout autre procédé, la finition vibratoire comporte des variables contrôlables qui modifient la qualité de la finition. Deux des principaux facteurs sont l'amplitude et la fréquence des vibrations. Compte tenu des avantages de ce procédé, il est naturel d'étendre la gamme d'applications de la finition vibratoire afin d'obtenir un produit grenaillé et fini en une seule étape.
Recherche antérieure
En 2016-17, le Dr Hongyan Miao et le Prof. Martin Levesque de Polytechnique Montréal ont étudié les améliorations de la durée de vie en fatigue d'un certain type d'alliage en utilisant le grenaillage conventionnel et le grenaillage de précontrainte. Les résultats de cet essai ont été suffisamment encourageants pour que des tests supplémentaires soient effectués. Les détails de ces essais sont les suivants :
Le grenaillage de précontrainte conventionnel a été effectué dans une machine à air automatisée avec une buse de diamètre V2″ propulsant des billes de céramique Z425 sur le composant. L'intensité cible était de 8A, obtenue avec une pression d'air de 20 PSI et un débit de 10 lb/minute. La pièce a été fixée sur une table rotative.
Le grenaillage vibratoire (ce terme est utilisé pour signifier le seul but de cette opération - le grenaillage) a été effectué dans une cuve de type discontinu remplie de billes d'acier au carbone AISI de type 1018 de diamètres 1/8″, 3/16″ et Vi", représentant un poids total de près d'une tonne. L'intensité de la cible est restée inchangée à 8A comme dans la machine de grenaillage conventionnelle.
Il est intéressant de noter le mélange de tailles de médias dans ce processus par rapport au grenaillage de précontrainte conventionnel où l'on s'appuie sur une taille de média constante, au point d'utiliser des tamis classificateurs pour maintenir la même taille dans la machine. En raison de la nature exclusive de ce procédé, il n'est pas possible d'obtenir plus de détails sur l'utilisation de médias de tailles différentes. Une explication raisonnable serait de considérer le mécanisme de mouvement des médias dans une cuve de type discontinu, et l'interaction d'une taille avec une autre, comme sur une table de billard. Cette méthode est comparée à celle du grenaillage de précontrainte conventionnel, dans lequel un flux continu d'abrasifs frappe la cible.
Les deux types de supports (billes en céramique et en acier au carbone) étaient d'une dureté comparable, de l'ordre de 60 HRC.
Contrairement au grenaillage de précontrainte conventionnel où la pièce tournant sur la table est visée par l'abrasif, la pièce dans le bac vibrant est positionnée 10″ en dessous de la surface du lit de billes avec un contact constant des billes en acier au carbone.
L'équipe a tracé des courbes de saturation en utilisant des ensembles de données obtenues à partir des deux techniques de grenaillage et, avec leurs paramètres de processus distincts, ils sont arrivés à une intensité de 8,3 A et 8,6 A avec le grenaillage de précontrainte et le grenaillage vibratoire respectivement. Les mesures de contraintes résiduelles effectuées sur les pièces testées à l'aide de la diffraction des rayons X ont donné des résultats intéressants. Le grenaillage de précontrainte a produit une surface plus importante et une contrainte résiduelle de compression maximale (-212 MPa et -297 MPA respectivement), par rapport aux -148 MPa et -225 MPa produits par le grenaillage vibratoire. Cependant, la différence se situe au niveau de la profondeur de compression. Le grenaillage de précontrainte vibratoire produit -50 MPa à 520 microns sous la surface, alors qu'avec le grenaillage de précontrainte, la même contrainte résiduelle, -50 MPa, ne s'enfonce que de 340 microns dans la surface. En pratique, si nous sommes en mesure de modifier les paramètres du processus de grenaillage vibratoire de manière à ce qu'il génère la même amplitude de contrainte de compression que le grenaillage de précontrainte, nous pouvons nous attendre à ce que cette contrainte s'étende sur une plus grande profondeur qu'avec le grenaillage de précontrainte.
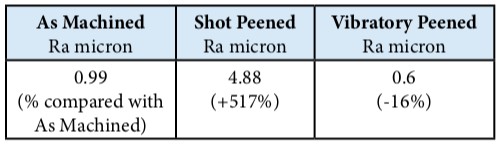
Les résultats de la rugosité de surface étaient conformes aux attentes. L'étude a comparé la rugosité de la surface de l'échantillon tel qu'il a été usiné, grenaillé et après le grenaillage vibratoire. La rugosité a été testée sur trois échantillons, à trois endroits différents, et la tendance était la même dans tous les cas. L'un de ces résultats est présenté ci-dessous par souci de concision.
Les essais de fatigue réalisés dans le cadre de cette étude ont donné des durées de vie moyennes similaires pour les deux procédés. Toutefois, ils ont constaté que les valeurs obtenues par grenaillage de précontrainte présentaient un écart type nettement inférieur (variation minimale). L'étude a conclu qu'au lieu de comparer des valeurs d'intensité Almen similaires, les études futures devraient comparer les mesures de la durée de vie en fatigue pour des profils de contraintes résiduelles similaires, à différents niveaux de rugosité. En fin de compte, la mesure de tous ces processus est basée sur l'ampleur de l'impact sur la durée de vie en fatigue, de préférence dans le sens positif.
Composants commerciaux et grenaillage vibratoire
Encouragé par les résultats des essais précédents, Vibra Finish a poursuivi avec des essais comparatifs sur des composants plus conventionnels - une pale de turbine et un engrenage de transmission automobile. Les essais devaient permettre d'étudier les points suivants :
Comparer les effets du grenaillage de précontrainte et du grenaillage vibratoire sur (a) des géométries ouvertes et (b) des géométries relativement fermées afin de connaître les limites que présentent certains types de pièces pour ce procédé.
Rugosité de la surface
Contrainte résiduelle et nature des courbes (relâchement de la contrainte de compression mesurée dans la profondeur de la pièce)
Le processus conventionnel de grenaillage de précontrainte a été réalisé dans une machine automatisée à jet d'air selon les paramètres suivants : Intensité de la cible : 10 à 12A et couverture de 100%. Ceci a été réalisé en utilisant de la grenaille d'acier de dureté régulière SI 10 propulsée à 30 PSI par une buse de diamètre Vi" à une distance de sécurité de 8″ pendant un cycle de 30 secondes.
Le grenaillage vibratoire a été réalisé avec des billes d'acier de 3 mm de diamètre, dans une cuve de type discontinu, pour un cycle total de 10 minutes. Deux ensembles de données, l'un pour la rugosité de la surface et l'autre pour la contrainte résiduelle (par diffraction des rayons X) ont été analysés.
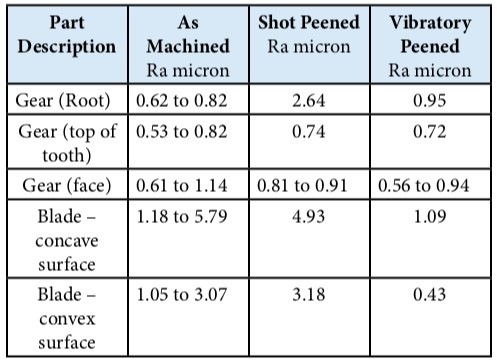
Données de rugosité de surface :
Les résultats de l'état de surface montrent une tendance intéressante pour un composant à géométrie relativement fermée (engrenage) par rapport à l'aube dont les surfaces sont larges et ouvertes. La section du pied de l'engrenage, qui est la zone de concentration maximale des contraintes, est la région la plus importante pour les mesures. Dans cette région, le composant grenaillé présente un état de surface beaucoup plus rugueux qu'un composant vibro-grenaillé identique. Toutes les autres régions de l'engrenage, telles que la face d'entraînement, la face de côte et l'extrémité, présentaient des valeurs de rugosité de surface comparables dans les deux procédés. La géométrie de la dent de l'engrenage, l'accès au média et la taille du média sont autant de facteurs qui ont pu contribuer à la valeur finale de la rugosité lors du grenaillage vibratoire.
Bien que le S110 ait été parfaitement adapté au grenaillage du plus petit rayon de la dent d'engrenage sans causer de problèmes de couverture, la rugosité de la surface s'est avérée beaucoup plus élevée qu'avec le grenaillage vibratoire. Cependant, il faut tenir compte du fait que pour atteindre la même intensité (8 à 12A), le S-110 aurait dû pénétrer plus profondément que les billes de 3 mm du vibro-ponçage, ce qui aurait donné un profil de surface plus rugueux.
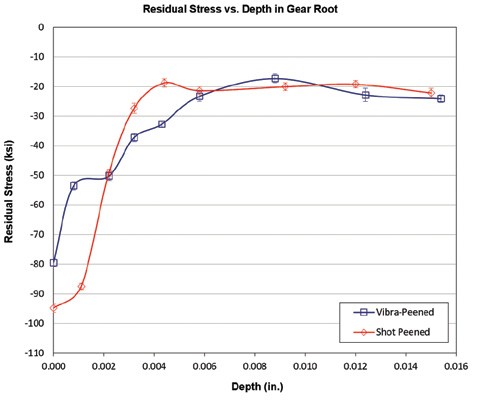
Une étude du profil des contraintes résiduelles a permis de mieux comprendre les caractéristiques des deux procédés pour induire une compression dans les pièces.
Engrenages
La courbe de contrainte résiduelle pour ce composant est différente de la courbe classique en "J" à laquelle on s'attendait avant d'obtenir les résultats. En outre, il s'agit d'un composant cémenté qui ne présente pas nécessairement des valeurs élevées de contrainte résiduelle lorsqu'il est grenaillé avec un média de taille SI 10 à une intensité relativement plus faible (8 à 12 A). Bien que la contrainte résiduelle à la surface de l'échantillon grenaillé soit plus importante que celle obtenue avec le grenaillage vibratoire, la dissipation (ou la perte) de la contrainte résiduelle vers la profondeur du matériau est beaucoup mieux contrôlée avec l'échantillon grenaillé par vibration. Le grenaillage vibratoire a enregistré une lecture apparemment anormale lorsqu'il a été mesuré à 0,0008″ de profondeur, enregistrant une chute 33% abrupte de -79 ksi à -53 ksi avant de continuer avec une baisse contrôlée et progressive à des niveaux plus profonds dans l'échantillon.
Une question évidente qui reste à évaluer est de savoir si l'état de surface (rugosité) a été la cause de cette chute brutale de la contrainte résiduelle dans l'échantillon grenaillé, surtout si l'on considère la surface plus lisse après le grenaillage vibratoire. La cémentation de l'engrenage peut également avoir conduit à l'ampleur relativement plus faible de la contrainte résiduelle en utilisant les deux types de techniques de grenaillage.
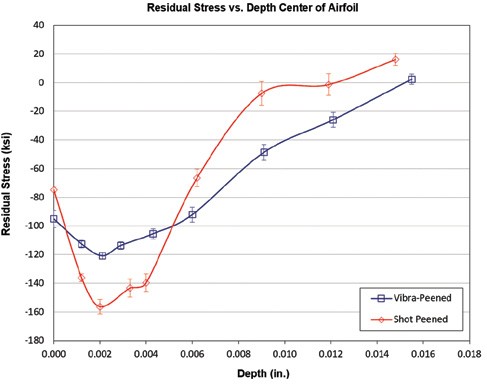
Lame
Une pale de roue de turbine a été choisie pour sa géométrie ouverte. Il s'est avéré que la contrainte résiduelle résultante suivait le schéma familier du crochet en J. De manière surprenante, la contrainte de compression générée à la surface était plus importante avec le grenaillage vibratoire qu'avec l'échantillon grenaillé. Une fois encore, la géométrie ouverte de la pièce et les propriétés du matériau (plus souple que l'engrenage) sont probablement à l'origine de ce résultat. Une observation intéressante est à faire à la profondeur de 0,0021″ où les deux procédés enregistrent la compression maximale. En supposant que la pièce grenaillée ait développé un profil rugueux après le grenaillage, si l'on devait la polir de 10% de la valeur d'intensité 'A', c'est-à-dire 0,0011″, on obtiendrait une valeur de contrainte résiduelle plus élevée (environ -140 ksi) à la surface de la pièce grenaillée. À cette profondeur, la pièce vibrée aura une contrainte résiduelle de -13 ksi sans qu'il soit nécessaire de la polir.
La chute de la contrainte résiduelle à mesure que l'on s'enfonce dans le composant a été radicale avec la pièce grenaillée et a suivi une diminution progressive avec le composant vibré. Il s'agit d'une caractéristique positive de ce dernier procédé.
Dans les deux cas, il semble que la géométrie de la pièce ait joué un rôle important dans l'augmentation de l'ampleur des contraintes résiduelles.
Conclusions et étapes futures
Le grenaillage vibratoire est certainement très prometteur car il permet de combiner les deux caractéristiques essentielles de la finition de surface - profil lisse et contrainte de compression - en une seule étape. En outre, dans les deux exemples, on a constaté une dissipation graduelle et régulière de cette contrainte au fur et à mesure que l'on s'enfonce dans le matériau, ce qui prouve que le processus est contrôlable. Les prochaines étapes consistent à étudier les coûts d'exploitation des deux procédés afin d'en évaluer la viabilité financière. Le grenaillage de précontrainte vibratoire ne possède pas le même modèle consommable que celui que nous connaissons tous dans le grenaillage de précontrainte conventionnel. Il en va de même pour les coûts d'investissement liés à l'acquisition d'une machine de grenaillage de précontrainte conventionnelle.
Le grenaillage vibratoire n'est pas encore régi par une spécification. Il pourrait s'agir de la prochaine étape pour accroître l'adoption de ce procédé dans des secteurs connus. Entre-temps, toute une série de pièces de consommation pourraient grandement bénéficier de ce processus combiné.
À propos de Vibra Finish
Vibra Finish, situé à Mississauga, Ontario, Canada, offre une gamme complète de services et d'équipements de finition vibratoire. Ses services comprennent l'ébavurage, le brunissage, le décalaminage, le vibrapeening, le polissage, le dérouillage, le nettoyage, le séchage, la protection contre la corrosion et les services de peening. Visitez le site : vibra.com pour plus d'informations.
Une machine d'ébavurage couramment utilisée pour la finition de pièces en série est une machine d'ébavurage vibrante, ou tambour vibrant, qui utilise un média abrasif pour ébavurer, nettoyer ou polir des pièces ou des objets non finis ou sales. Chez Vibra Finish, le média abrasif et les pièces non finies ou sales sont placés à l'intérieur d'un grand tambour. Le tambour vibre, entraînant le contenu dans un mouvement circulaire et mélangeant le tout. Les pièces non finies ou sales sont ensuite ébavurées, nettoyées ou polies par friction avec le matériau abrasif.
Le type d'ébavurage, de nettoyage ou de polissage souhaité et les caractéristiques de la pièce déterminent le type, la taille et la forme de l'abrasif utilisé. L'acier abrasif, la céramique, les matériaux organiques et le plastique sont des types courants d'abrasifs à tambour. Ces matériaux peuvent être achetés dans une variété de formes telles que des cylindres, des cônes, des étoiles, des pyramides, des coins, des sphères, des ovales et d'autres formes, en fonction de la fonction requise. Les ouvertures dans les pièces détermineront la taille et la forme du support utilisé. Pour éviter que le support ne se loge dans la pièce, il doit représenter au moins 70 % de la taille du trou ou de la fente. Cela permet d'éviter que deux pièces ne restent coincées côte à côte dans la pièce.
Voici quelques utilisations courantes des abrasifs dans le processus Vibra Finish :
Acier - A utiliser pour l'ébavurage lourd, ou pour faire briller, polir et brunir des pièces en métal, en plastique ou en céramique. Comme les plastiques ont une grande résistance à l'abrasion, ce qui donne un fini mat après l'ébavurage, une deuxième étape de polissage est souvent nécessaire.
Céramique - A utiliser pour l'ébavurage léger et lourd et lorsqu'un ébavurage rapide est nécessaire. Bon pour les métaux durs et lourds (tels que l'acier ou l'inox) et pour enlever la rouille sur les pièces. À utiliser pour le polissage général. Les pièces en plastique, en acier, en inox et en aluminium sont souvent polies à l'aide de médias céramiques. Utiliser des billes pour polir l'aluminium afin d'éviter les entailles.
Plastique - A utiliser pour l'ébavurage général des métaux, l'ébavurage de précision, le polissage et le brunissage. A utiliser sur les métaux plus tendres tels que l'aluminium ou le laiton et sur les pièces filetées.
Supports organiques (coquilles de noix, rafle de maïs) - Utiliser les coquilles de noix pour un ébarbage moyen à léger. Pour une finition et un polissage légers, utilisez des coquilles de noix et de la farine d'épis de maïs. Pour nettoyer et sécher des pièces humides ou sales, utilisez des produits organiques. La rafle de maïs est particulièrement intéressante pour la finition de certaines pièces métalliques en raison de sa capacité à absorber les huiles de surface des pièces. L'utilisation de produits organiques est avantageuse car ils sont naturels, plus sûrs pour l'environnement, biodégradables, durables et réutilisables.
Composés de culbutage humide - Utilisés en mélange avec des produits solides pour ébavurer, finir et polir les pièces, ils ont pour fonction de nettoyer, d'améliorer l'ébavurage et d'assurer une protection contre la corrosion et la rouille.
Les médias abrasifs pour les équipements d'ébavurage s'usent lentement, mais varient en fonction de l'agressivité du média. En outre, plus le support est petit, plus la finition est bonne, mais plus cela prend de temps. Plus le support est grand, plus l'ébavurage est rapide. La clé d'une finition réussie est d'avoir le bon média et une machine d'ébavurage pleine de pièces.